|
Bal Collar Coat
|
 |
はるばる、といっても私の地元も地元。埼玉は高坂駅から車で30分弱、ギャバジンを織っている工場さんへ行ってきました。私は埼玉の志木で生まれ浦和数年。その後、幼稚園で鳩山へ行って後、小学校四年生から高坂で18歳まで過ごしました。なので、今回の工場さんの景色は、昔よく見ていた景色そのまま。
今も、岡山の山奥に住んでいますが、中国地方の山奥とは違う。なだらかな、丘陵が続く景色。若いころは「こんな田舎に住んでいたら何もできない!」と、志木に飛び出していったのですが(それでも飛び出すのが埼玉なのがかわいい)、今見ると懐かしい。そんな景色の中に、突如、世界有数のギャバジン工場が現れます。
|
 |
さっそく、糸をまき直している作業から。まず、紡績工場から出荷された糸、これを染める為にまき直しをしています。下が紡績工場から出てきたもの、上がそれをまき直しているところ。ソフト巻きと呼ばれる、柔らかな巻きにして染の工程へ行きます。
|
.jpg) |
 |
今回、残念ながら染の工程は、工場が設備改修で見られませんでした。が、染はいわゆり「チーズ染」で、チーズのようにソフト巻きした糸をカマの中に入れて染めます。
このギャバジン工場の得意なところは、濃い色を硫化で染めていること。我々、西に居るものの常識としては「硫化は堅牢度が悪い、色が落ちやすい」なのですが、ギャバジン工場では長年、大手コートメーカーの要求する堅牢度を実現するにはどうしたらよいか研究の結果、濃い色は硫化で、薄い色はスレンで染めるという結論に達したそうです。
正直、ここから先は化学式が出てくる世界なのでわかりません!が、今回の糸染も基本、硫化で行われいてとても堅牢度が良い=色が落ちにくなっています。
|
 |
 |
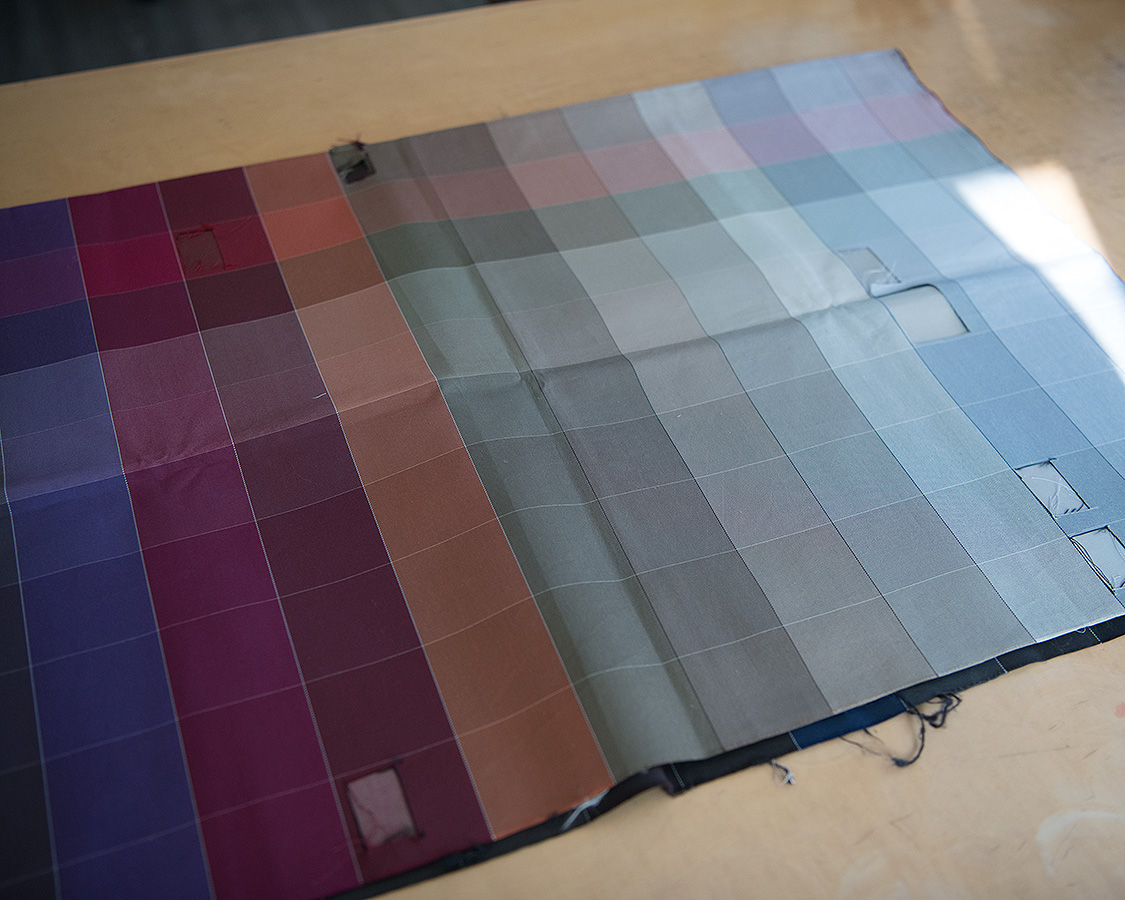
生地の作り方、白生地を作って染める生地染、糸を染めてから織る糸染がありますが(厳密にはワタで染めるトップ染もあります)、今回の生地は糸染。その理由は、先ほどの堅牢度をクリアするためが一つ。もう一つは、色の微妙なトーンを作れることにあります。
生地染の場合、色は一色。青なら青、グレーならグレー。ところが、糸染になると、タテ糸カーキにヨコ糸オレンジを打って、いわゆる玉虫色と呼ばれる角度によって見え方の違う生地を作れたりします。堅牢度から始まり、その糸染である事を活かして多様なトーンを作る。それもこのギャバジン工場の強みです。
|
 |
 |
 |
 |
染まった糸は再び織布工場へ。ここで、整経へ。整える、経(タテ)で、タテ糸を織機にかかるよう、ビームと呼ばれる棒に巻き付けていく作業です。恐ろしいのがその本数。細い糸で超高密度に織るため、約150センチの生地幅にするには10000本ほどの糸をビームに巻いていきます。
さらに、この整経の時に大事なのが「全体の色が均一になるように、糸をうまく振り分けながらビームに巻く」事。
糸染で、一色に染めたとしても、一窯が全く同じには染まりません。できる限り同じにしても・・・です。そこで、デニムでは「分繊」というのですが、染まった糸をいくつかに分け、交互にというか、分散させてビームに巻いていくことで、できる限り色のトーンが同じになるようにします。これをしないと、同じ一色でも、ある幅までが濃い、次が薄い、その次が微妙にまた濃い・・・なんて形にストライプに成ったりします。私が行った日は整経はまだ作業準備中。上の写真は、実際に動き出したところで、柄のある生地を作っているのでストライプ状に糸を巻いていっているところです。
|
 |
いよいよ出来上がったビームを織機にかけます。「かけます!」と一口に言っていますが、織機の前に織っていた生地の糸に1万本結ぶのです。つなぐマシンもあるのですが、最後は人が目で見ながら織り出して、糸が切れたら手で結ぶ。どこの機場(はたば)さんに行っても思いますが、その糸の量、作業の細かさに圧倒される部分です。ここまで細かな作業して初めてできる生地なんだから、無駄な物作っちゃいけないな!と、やる気がわいてくるのです。
|
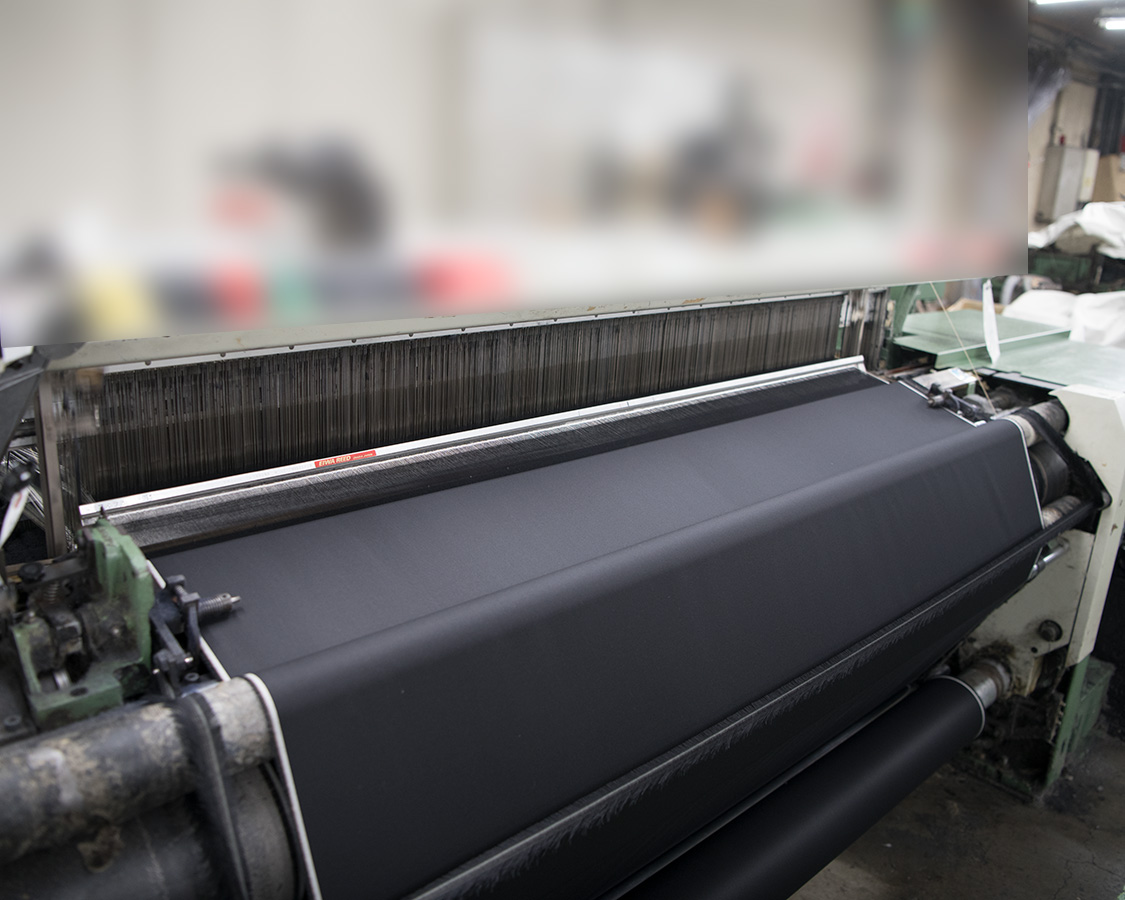 |
織機の前側、ヨコ糸が通って生地になり織り上がってきたところ。この織機はタテヨコともにネイビー系の糸がかかっていました。
|
 |
 |
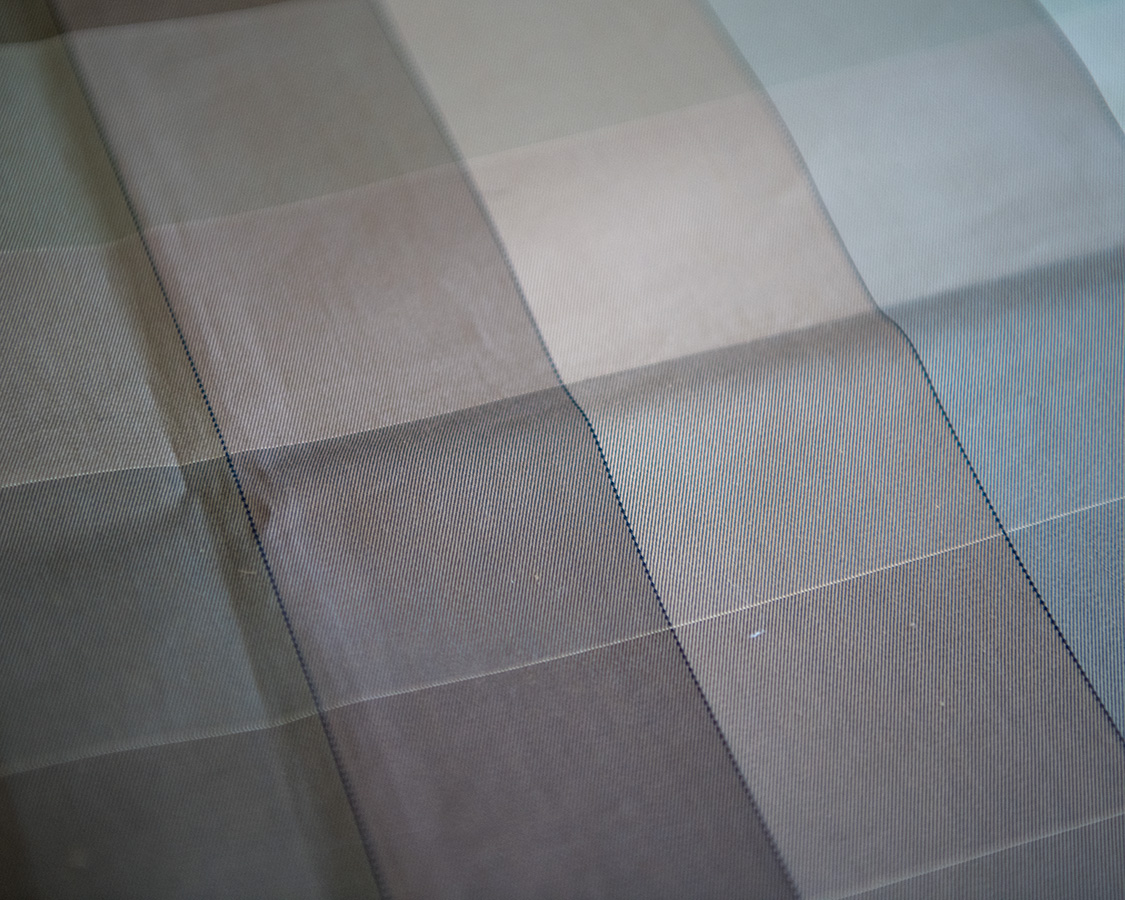
もう一台、こちらの織機はタテにグレー系、ヨコにオレンジでいわゆる「玉虫色」の角度によって見え方の違う生地を織っていました。
ここで織り上がった生地は、また別の工場へ行き防縮・ねじれ防止・撥水といった生地加工に入ります。
本来は、この生地加工の時に染も一緒にやるのが、いわゆる効率良い生地作りなのですが、そこは染色堅牢度を良くするためと、色のトーンを作れるというこの工場独特の強みとして、あえてコストがかかる方法をとっているのです。
|
|
|
|
|










